|
|
新聞詳情
球墨鑄鐵件無冒口鑄造工藝研究297
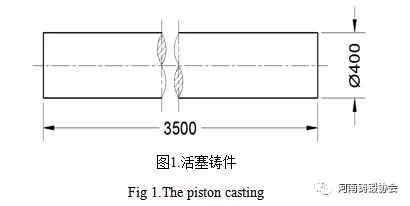
發表時間:2019-08-28 10:18 球墨鑄鐵件無冒口鑄造工藝研究 李宏興 王立波 河南旭銳合金新材料制造有限公司 河南 安陽 455141 摘要:研究了生產實際中的不同模數和不同形狀的球墨鑄鐵件,不能滿足傳統理論無冒口鑄造條件的鑄件用無冒口工藝卻生產出了比有冒口工藝更優質的鑄件;滿足傳統理論無冒口鑄造條件的鑄件用無冒口工藝卻生產不出來質量合格的鑄件,反而必須設置冒口補縮。球墨鑄鐵件的澆冒口設計必須一件一藝,是否能用無冒口鑄造工藝,應看該鑄件的石墨化膨脹能否被有效利用于補縮,人為創造條件有可能達到這個目的。 關鍵詞:無冒口;球墨鑄鐵;鑄件;工藝;收縮 球墨鑄鐵鐵液澆入型腔后,凝固特性比較復雜,主要特征是:① 凝固溫度范圍寬,以糊狀凝固方式凝固,凝固與結晶不是從表面開始,而是在整個截面上幾乎同時形核與生長,形成液、固相同時存在的糊狀混合物,很難使鑄件實現順序凝固。② 共晶轉變過程中石墨的析出導致體積膨脹。③ 內部液體未凝固前,表面不結殼,其形成堅硬外殼的時間遠大于灰鑄鐵件;凝固過程中,鑄件外部一直是一層軟殼,石墨化膨脹時,膨脹力直接傳至鑄型,使鑄型發生型壁運動,常使型壁外移導致鑄件產生縮松。④ 球墨鑄鐵較灰鑄鐵奧氏體含碳量高,共晶凝固時析出的石墨量較少,在碳當量、冷卻速度相同的情況下,共晶凝固時的體積收縮會略大于灰鑄鐵。 由于高端裝備所用球墨鑄鐵件要求非常嚴格,所以,球墨鑄鐵件的鑄造工藝技術也很復雜。從理論上說[1],含碳量3.6%的球墨鑄鐵鐵水,1360℃澆注,一般情況下鐵液溫度每下降100℃,體積收縮1.5%,到共晶溫度1150℃,該鐵液的液態收縮約3.15%,凝固收縮約3.3%,合計總收縮6.45%。在共晶溫度附近,奧氏體的密度約為7.3g/cm3,石墨的密度約為2.15g/cm3。鑄件凝固過程中,石墨的析出會導致系統的體積膨脹,每析出1%的石墨會發生3.4%的體積膨脹量,只需要6.45÷3.4=1.9%的石墨析出就會產生6.45%的體積膨脹量,足 夠彌補收縮量;實際析出的石墨量不止1.9%,總的膨脹大于收縮,只要石墨析出膨脹量能夠完全用于彌補收縮,則工藝設計就不需要補縮冒口。然而,實際情況并非如此簡單。本文通過生產實例說明,球墨鑄鐵件無冒口鑄造工藝并沒有固定的前提條件,不同的生產條件和鑄件,即使鑄件模數等滿足無冒口鑄造的條件,無冒口鑄造工藝也不一定能夠成功,反之,即使鑄件模數等不滿足無冒口鑄造的條件,可能無冒口鑄造卻是達到鑄件質量要求的**工藝。不同鑄件和不同的生產條件,應該量體裁衣,一件一藝。 1、船用活塞 從直徑?300mm~?800mm是一個系列產品,材質QT500-7,所有的活塞形狀就是一個實心圓柱體,鑄件的模數都大于2.5,如下圖1所示的規格,鑄件的毛坯就是一個直徑?400mm高度3500mm的圓柱體,鑄件重量3190kg,圖示活塞模數Mc=9.46cm,全部用鑄鐵金屬型鑄造,低溫澆注,無論鑄件參數還是生產工藝條件都滿足資料[2][3]所述的球墨鑄鐵件無冒口鑄造工藝條件,這些條件是:① 鐵水冶金質量好;② 鑄件平均模數Mc>2.5cm;③ 高強度、高剛度的鑄型;④ 低溫快澆;⑤ 扁平內澆道分散引入鐵液;⑥ 設置明出氣孔。開始試生產時,認為鑄件模數較大,Mc>2.5cm,金屬型不僅是堅硬無退讓性的鑄型,而且冷卻速度快,又是1350℃以下的低溫澆注,由于鑄件重要,原輔材料都是精選的,中頻電爐熔煉鐵水,鐵水球化處理前還進行預處理,完全達到無冒口鑄造的條件,所以沒有設置冒口。結果鑄件上端內部產生縮松。后來給鑄件上端設置大冒口,結果鑄件內部沒有縮松缺陷。所以,這種產品的定型工藝都是上端設置大冒口。這個鑄件形狀較簡單,高徑比很大,按照傳統的理論設計工藝不適宜。這樣的鑄件,不僅要用厚壁金屬型,提高鐵水冷卻速度,還要用大冒口強力補縮,同時,鑄件頂部完全是冒口,澆注時型腔內的渣子和氣體可以充分排出到冒口之中,從而保證了這種高技術要求鑄件的質量。這個鑄件的生產實踐說明,厚壁大件即使滿足傳統理論所述的無冒口鑄造條件,無冒口鑄造工藝也不一定適用。鑄件某一方向尺寸較大,鑄件在凝固過程中即是同時發生收縮和膨脹,膨脹的作用不一定能夠達到正在收縮而需要補縮的部位。石墨析出的膨脹力已經釋放,后期凝固收縮時得不到其它部位的補縮,就需要靠冒口來提供補縮,否則,鑄件內部就會產生收縮缺陷。
材質牌號QT550-5,尺寸長×寬×高=860mm×800mm×40mm,重量200kg,Mc=1.82cm, 不滿足資料[2]
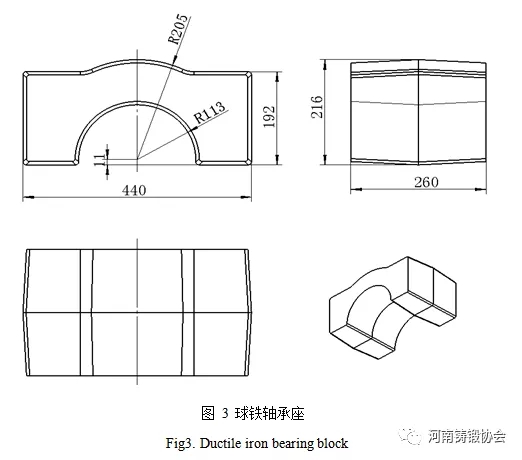
3、軸承座 出口風電鑄件,材質QT400-18AL,毛坯重量113kg,如下圖3,鑄件模數Mc=3.3cm,大于2.5cm,1350℃以下的低溫澆注,中頻電爐熔煉鐵水,精選爐料,鐵水球化處理前還進行預處理,呋喃樹脂砂造型,滿足資料[2]
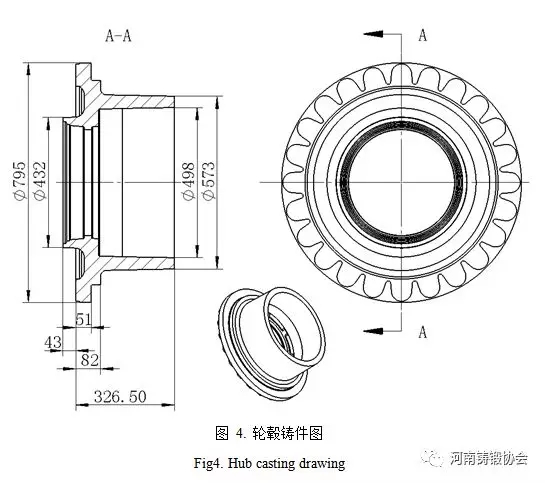
材質牌號QT450-10,鑄件重量290kg,如下圖4所示,鑄件模數Mc=1.3cm,小于2.5cm,呋喃樹脂砂造型,不滿足資料[2]
資料[5]提到球墨鑄鐵曲軸無冒口鑄造成功的例子,曲軸鑄件模數1.75cm,小于2.5cm,作者在文中明確說明,依靠大量的外冷鐵,約占鑄件重量的 60%,同時依靠澆注系統提供補縮。資料[6][7][8]介紹的大型厚壁球墨鑄鐵件無冒口鑄造的成功案例,其實采用了熱側冒口,依靠頂注式的澆注系統和小型熱側冒口提供補縮。資料[9]所述的大型厚壁球墨鑄鐵件,將大冒口改為了小冒口,增加了大量的外冷鐵,提高了鑄件質量和合格率,但仍然需要小冒口提供補縮。 6、球鐵件無冒口鑄造的必要條件 球墨鑄鐵凝固時的石墨析出使體積膨脹,究竟是減小縮孔縮松還是加大了縮孔縮松,視其鑄型性質而定。使用剛性差的鑄型導致縮孔縮松體積增加,使用剛性好的鑄型則可以起補縮作用,至于石墨膨脹可否完全消除縮孔縮松,應該看液態收縮量和凝固收縮量兩項之和與石墨膨脹量誰大誰小,并且需要石墨膨脹量合理的利用于補縮。稀疏體鑄件、質量周界商大的鑄件具有豐富的薄壁部分,能夠實現收縮與膨脹的相互疊加,可以有效地利用石墨膨脹量彌補收縮。資料[4]論述球墨鑄鐵件無冒口鑄造的條件時,增加了一條“鑄件的質量周界商≥20/cm3”。本文上述的四個例子中,1和3的鑄件質量周界商≤20/cm3,所以必須安放補縮冒口,2和4的鑄件質量周界商≥20/cm3,所以可以實現無冒口鑄造。 7、結論 1)球墨鑄鐵件能否實現無冒口鑄造,需要綜合分析多種因素,不能只滿足理論條件, 2)即使球墨鑄鐵件本身的幾何條件不滿足無冒口鑄造的條件,但是可以人為的創造條件,如合理的外冷鐵和排氣片(冷筋冒口),相當于鑄件結構上有厚壁和薄壁的交叉存在,從而可以實現均衡凝固,達到無冒口鑄造。 3)即使球墨鑄鐵件本身的幾何條件滿足無冒口鑄造的條件,但是,鑄件結構的特性,在澆注后不能實現膨脹和收縮的疊加,及析出石墨的膨脹作用不能夠有效彌補收縮,鑄件仍然需要設置補縮冒口,否則,就得不到內部無缺陷的完全合格的鑄件。 4)有些球墨鑄鐵件無冒口鑄造的成功例子,其實就是澆注系統提供液態補縮[4]。 參考文獻(略) (文章轉自《2019河南省鑄鍛工業年會論文集》P.96~101) 上一篇:高密度造型線的型砂性能管理 下一篇:涂料最易產生的問題及對應措施
|