淺談球化包的修葺
目前大部分的鑄造工廠使用的球化工藝依舊是沖入法,球化劑等輔料采用三明治疊壓法填入澆包的凹穴中。這樣就涉及到一個問題,球化包的修筑。
按照理論及前人的研究成果,球化包應該是瘦長型,高徑比大于1.5-1.8以上。但實際上因受到各個廠家設備廠房的限制,很少見到達到這個標準要求的包子。
球化包最關鍵的尺寸就是球化反應室的尺寸。很多時候,這項工作就交由操作工人來做了,依據的是工人的經驗。而其實這個尺寸是需要精確計算的。
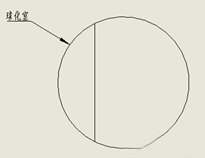
先看看包底。一般采用三分法或者對分法。
三分法是將堤壩做到1/3處,球化室做得較窄而高度高,如圖示。這樣做的好處是,球化室較高,球化劑與鐵液接觸面積較小,球化反應時間長,球化爆發較平 緩。但這樣的一個弊端是,出鐵水時鐵液長期沖刷對側包壁,包襯壽命受影響。實際上因澆包高度限制,生產中很難看到這種做法。
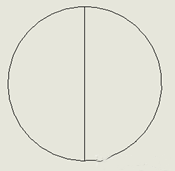
對分法是堤壩做在中線,左右兩邊都可以充當球化室。如圖示。相較三分法,對分法球化劑等填料與鐵水接觸面積大,爆發反應激烈,反應時間較短。但修筑方便簡 單,兩邊凹穴可以輪換使用,包子壽命長,減少了維修頻次,提高了生產效率。可以采用適當的手段控制球化反應速度。在生產實踐中應用較廣泛。
堤壩高度的計算
首先根據澆包的**容量,球化劑、孕育劑等填料的加入量,來計算凹穴的體積。
為簡便計算,球化劑、孕育劑、鐵屑、蓋板等視為一個整體,密度按照堆積松散物料的密度計算。圓錐體簡化為圓柱體進行計算。
由V=M/ρ,即可算出填充料的體積
由圓柱體體積V=s*H,就可以計算出H,當然這里的H還要考慮預留一定的空間。
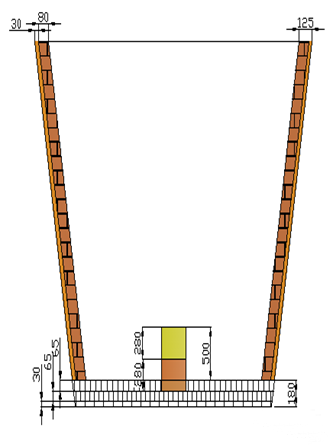
球化劑三明治疊壓法示意。

根據我們的實際生產數據,10t的球化包,其堤壩高度尺寸為550mm左右。圖示尺寸僅供參考。
鑄造是一門以數學為基礎,流體力學和金屬結晶學為核心的嚴肅的科學。透過經驗現象,挖掘其內部蘊含的數學原理并將其簡化,才是鑄造行業傳承的**辦法。
文章轉自:鑄造微課堂
鐵水轉運系統

上一篇:?提高電爐熔爐的一些注意事項
下一篇:
